Design For Assembly
Stop stripped threads. Learn the correct depth rules for metal and when to use heat-set inserts for plastics.
A simple threaded hole causes 20% of scrap in CNC machining. Why? Because designers often specify threads that are too deep or use the wrong tap type for the material.
Rule #1: Drill Depth vs. Thread Depth
You cannot thread all the way to the bottom of a blind hole. The tap needs clearance.
- The Rule: Drill Depth should be at least 1.3x the Thread Depth.
- Example: For an M6 thread that is 10mm deep, drill the pilot hole 13mm deep.
Threading Metals: Cut vs. Form Taps
At InstaMfg, we select the tap based on your material:
- Cut Taps: Remove material. Best for hard metals (Steel, Titanium).
- Form Taps (Roll Taps): Displace material. Creates stronger threads. Best for soft metals (Aluminum 6061, Brass).
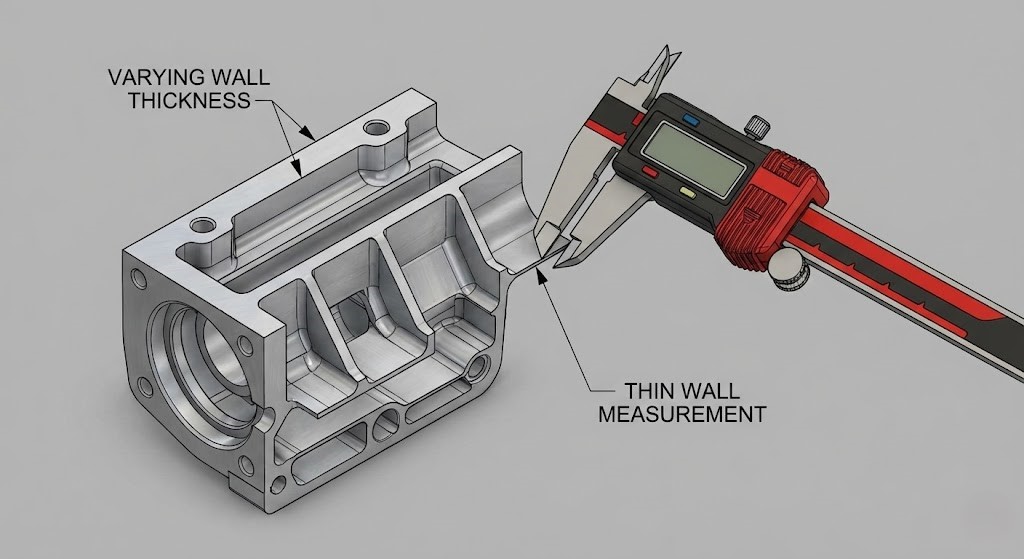
Threading Plastics: The Case for Inserts
Directly threading into plastics (like PEEK or ABS) is risky. The threads wear out after a few uses.
Heat-Set Inserts
For durable assembly, we recommend designing a standard hole and installing a brass Heat-Set Insert. This provides a metal-to-metal connection that can be assembled/disassembled hundreds of times without failure.
Designer Checklist
- Use standard coarse threads (e.g., M6 x 1.0) over fine threads.
- Avoid threading deeper than 3x Diameter (3D). It adds cost, not strength.
- Specify "inserts to be installed" on your drawing if needed.